
داستان چالشی سخت ولی موفقیت آمیز؛ عیب یابی درایر جذبی بدون هیتر!
یکی از رضایتبخشترین بخشهای نظارت بر سیستم تولید هوای فشرده، حل مسائل مربوط به قابلیت اطمینان سیستم هوای فشرده است.
در این مقاله عیب یابی درایر جذبی بدون هیتر برای فشرده سازی هوا در کمپرسورهای هوا را بررسی خواهیم کرد.
این چالش یک برنامه کاربردی مطابق با یک داستان جالب در دنیای واقعی را بررسی می کند
و اقدامات انجام شده برای اصلاح وضعیت و بهبود کیفیت هوای فشرده را مورد بحث قرار می دهد.
درایر جذبی بدون هیتر نقطه شبنم فشار را حفظ نمی کند!
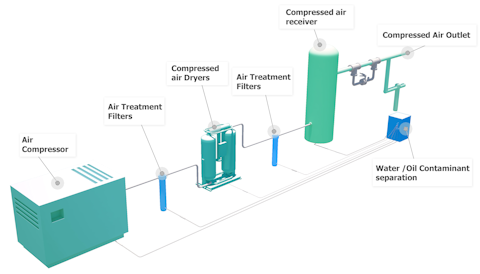
بخشی از پروژه پیمانکار عمومی، خرید و نصب یک کمپرسور هوای روتاری اسکرو لوبریکت همراه با درایر جذبی بدون هیتر، یک مخزن هوای مرطوب 1060 گالنی و تخلیه خودکار “بدون اتلاف هوا” بود.
کمپرسور هوا برای 518 acfm در 110 psig رتبه بندی شده بود.
در حالی که درایر اختصاصی آن برای 500 scfm در شرایط ورودی 38 درجه سانتی گراد (100 درجه فارنهایت) و 100 psig رتبه بندی شده بود.
تجهیزات هوای فشرده در داخل ساختمان در سطح دریا نصب شد
و تخلیه خودکار بدون اتلاف هوا بر روی گیرنده هوا و فیلترهای پیش و پس از درایر نصب شد.
شما بعنوان بیننده، حق دارید که اندازه درایر را با توجه به مشخص بودن یک تخلیه خودکار برای فیلتر پس از درایر زیر سوال ببرید!
مشخصات پروژه مستلزم این بود که درایر، هوای فشرده را در نقطه شبنم فشار منفی 40 درجه سانتی گراد (-40 درجه فارنهایت) تحویل دهد.
این تجهیزات توسط یک توزیع کننده محلی متعلق به سازنده کمپرسور هوا راه اندازی شد.
سه هفته پس از راه اندازی، درایر نقطه شبنم فشار یا PDPرا در منفی 40 درجه سانتی گراد حفظ نمی کرد.
این مسئله برای پیمانکار مشکل ساز بود؛ زیرا تا زمانی که سیستم هوای فشرده او انتظارات اولیه را برآورده نکند،
پرداخت نهایی خود را دریافت نخواهد کرد!
توزیع کننده به سرعت پاسخ داد و متوجه شد که صدا خفه کن ها یک قطره با 8 psig در پیش-فیلتر دارند.
سرویسدهنده صدا خفه کنها را تمیز کرد، خط تعادل را نیز از روی تخلیه بدون اتلاف هوای پیشفیلتر برداشت؛
زیرا این قطعه در پاییندست پیشفیلتر وصل بود.
سپس پیمانکار فشار پاکسازی را تنظیم کرد.
در بررسی ها مشاهده شد که المنت پیش فیلتر تمیز بود؛
بنابراین فرض می شد که نشانگر تفاضلی عملکرد بدی دارد.
بطور کلی، بازدیدهای برگشتی نتایج بهبود کمی دارند!

پس از انجام این اعمال برای عیب یابی درایر جذبی و حل مشکل، PDP یا همان نقطه شبنم فشار باز هم بهبود نیافت؛
بنابراین پیمانکار دو هفته بعد دوباره بازگشت! او خط تعادل را روی تخلیه خودکار بدون اتلاف هوای پیش فیلتر قرار داد،
هوای کنترلی هر دو سمت تخلیه را از سمت خشک درایر به سمت مرطوب آن منتقل کرد
و تصمیم گرفت یک پیش فیلتر و گیج تفاضلی جدید سفارش دهد.
هنگامی که او محل تولید هوای فشرده را ترک کرد
درایر که با کمپرسور هوای فشرده بالادست خود کار می کرد، خاموش شد.
در این حالت، عملکرد PDP رو به بهبود بود، اما هرگز به PDP در نقطه منفی 40 درجه سانتی گراد نرسید!
سرویس دهنده، نه روز بعد برای عیب یابی درایر جذبی برگشت و پیش فیلتر و گیج اختلاف فشار را تعویض کرد.
علاوه بر این، زهکش بدون اتلاف هوای پیش فیلتر را با یک تخلیه الکترونیکی جایگزین کرد،
اما دستکاری خاصی روی تخلیه شناور در محفظه پیش فیلتر انجام نداد.
لازم به ذکر است که هر زمان که زهکشی خودکار (auto drain) نصب می شود، زهکش های شناور باید برداشته شوند.
یک مهندس کارخانه فکر می کرد که دمای ورودی درایر ممکن است برای عملکرد صحیح درایر بسیار پایین باشد.
علاوه بر این، سرویسدهنده متوجه شد که درایر،
هوای فشرده را با نقطه شبنم فشار در دمای -31 درجه سانتی گراد (یا 23- درجه فارنهایت) تحویل میدهد،
PDP سیستم فقط در دمای منفی 22 درجه سانتی گراد یا -7 درجه فارنهایت است.
بنابراین، سرویسدهنده این نظریه را مطرح کرد که PDP پاییندست ممکن است بر خواندن PDP درایر تأثیر بگذارد.
بازگشت دوباره سرویس دهنده به محل
سرویس دهنده برای بررسی کیفیت هوای فشرده نه روز بعد دوباره برگشت.
او فیلترهای قبل و بعد را با فیلترهای بزرگتر جایگزین کرد و تأیید کرد که سوراخ پرج سالم است.
به نظر می رسد اندازه فیلترهای اصلی در سیستم، کوچکتر از میزان استاندارد بوده اند؛
زیرا فیلترهای جدید همان شماره مدلی دارند که در دفترچه راهنمای قطعات درایر نشان داده شده است.
او همچنین برای به نتیجه رساندن عیب یابی درایر جذبی، تجهیزات جدید را از سیستم جدا کرد
و هوای آن را به اتمسفر تخلیه کرد، اما PDP همچنان بهبود نیافت؛ بنابراین تصمیم گرفت که درایر جایگزین شود!
سرویس دهنده یک بار دیگر 18 روز بعد برای تعویض درایر جذبی برگشت.
او به اندازه کافی مواد جاذب را در سیستم تولید هوای فشرده درون درایر نصب کرد تا ظرفیت درایر را به 600 scfm افزایش دهد.
او هیچ نشانی از روغن یا آب در برج های درایر پیدا نکرد.
او همچنین متوجه شد که سطح روغن در کمپرسور هوا سالم است.
پس از اینکه درایر دوباره آنلاین شد،PDP به مقدار -48 درجه سانتی گراد یا -54 درجه فارنهایت هم رسید؛
اما سه روز بعد از آن، باز هم به نقطه شبنم فشار -40 درجه سانتی گراد نمی رسید!
در داستان عیب یابی درایر جذبی، مشکل نقطه شبنم همچنان پا بر جا است!
یک هفته بعد، مسئول خدمات، مهندس سیستم سازنده کمپرسور هوا را برای بررسی سیستم آورد.
سرویس دهنده صدا خفه کن های پرج را تغییر داد، فشار تخلیه درایر را افزایش داد
و یک کوپن هوا در ورودی کمپرسور هوا نصب کرد تا کیفیت هوای جریان یافته به کمپرسور هوا را آزمایش کند.
مهندس سیستم چندین گزینه را با پیمانکار در میان گذاشت،
اما آنها نمیخواستند تا زمان دریافت نتایج از کوپن هوایی، با هیچ یک از این نتایج تصمیم گیری کنند
پرسنل خدمات کیفیت هوای فشرده سه هفته بعد بازگشتند تا صدا خفه کن پرج درایر را تعویض کنند
و کارت SD کمپرسور هوا را بارگذاری کنند.
داده های روی کارت SD نشان می داد که در برخی مواقع، فشار تخلیه کمپرسور هوای فشرده به 90 psig کاهش می یابد.
نصب کوپن هوای فشرده و نتایج ثبت شده
یک ماه و نیم پس از نصب کوپن هوا، آلودگی های موجود در هوا نشان داده شدند؛
بنابراین سازنده و توزیعکننده گفتند همه ادعاهای گارانتی رد خواهند شد!
مطالعات نشان داده اند که تقریباً 80 درصد از آلودگی های موجود در هوا توسط لوبریکانت کمپرسور هوای فشرده از هوا شسته می شوند.
این در حالی است که در بررسی و عیب یابی درایر جذبی، آلودگی های موجود در هوا، عمر لوبریکانت را کوتاه می کنند.
بنابراین نیاز به تعویض مکرر روغن، اگر حتی بر عملکرد درایر تأثیر بگذارد، به این سرعت روی کیفیت هوای فشرده تأثیر نمی گذارد.

علاوه بر این، مهندس سیستم سازنده گفت که شرکت مهندسی کمپرسور هوا و درایر را کوچک تر کرده است.
خشک کن 500 scfm مشخص شده، کوچک تر از اندازه اصلی بود!
با این حال، پس از اینکه توزیع کننده با نصب درایر اضافی، اندازه درایر را به 600 scfm افزایش داد، اندازه آن درست شد!
آنها گفتند که کمپرسور هوای فشرده نیز کوچک تر از اندازه اصلی است؛
زیرا نمی تواند فشار تخلیه 100 psi را حفظ کند. اما فشار تخلیه پایین در واقع به دلیل نقطه تنظیم سایر کمپرسورهای هوای فشرده است.
بنابراین شش ماه پس از راه اندازی کمپرسور هوا و درایر، مشکل نقطه شبنم حل نشده باقی ماند
و پیمانکار دیگر نتوانست از توزیع کننده حمایت کند!
معطلی بس است! ارزیابی سیستم از راه دور آغاز می شود:

(از این قسمت به بعد، داستان از زبان خود نویسنده نقل می شود) تقریباً دو ماه بعد پیمانکار تماس گرفت
و از من کمک خواست. با توجه به شیوع COVID-19، تصمیم گرفته شد که این مشکل از راه دور حل شود.
این تصمیم برای عیب یابی درایر جذبی در حالی گرفته شد که اکثر مشکلات سیستم تولید هوای فشرده از راه دور قابل حل نیستند.
پس از بررسی ارتباطات بین شرکت مهندسی، تامین کننده تجهیزات و پیمانکار، اطلاعات زیر جمع آوری شد:
- یک تخلیه خودکار بدون اتلاف هوا روی مخزن نگهدارنده هوا نصب شده بود، اما بقیه حذف شده بودند.
- این سیستم تولید هوای فشرده شامل چهار کمپرسور هوا بود که هر کدام یک درایر اختصاصی داشتند.
- همه کمپرسورهای هوا، کمپرسورهای هوای روتاری اسکرو لوبریکت خنک شونده با هوا بودند که هوای گرم خود را به اتاق کمپرسور هوا تخلیه می کردند.
- دمای تخلیه کمپرسور هوای فشرده جدید گاهی اوقات به 110 درجه فارنهایت (43 درجه سانتیگراد) می رسید.
- مخزن نگهدارنده هوا و درایر جدید، واقع در 50 فوتی پایین دست کمپرسور هوای جدید، در یک اتاق جداگانه که دمای محیط 87 درجه فارنهایت (30 درجه سانتیگراد) بود، نصب شده بود.
- این کارخانه فقط چهار روز در هفته کار می کرد.
- این کارخانه کمپرسور هوای جدید را به همراه یک کمپرسور هوای فشرده دیگر راه اندازی کرد.
- در تعطیلات آخر هفته، کارخانه کمپرسور هوای جدید را خاموش می کرد، اما درایر جدید را خاموش نمی کرد.
- در تعطیلات آخر هفته، کارخانه به کار با کمپرسور هوای بزرگتر برای پشتیبانی از ژنراتور نیتروژن خود ادامه داد.
نتایج اولیه کسب شده برای عیب یابی درایر جذبی

پس از بررسی این سیستم تولید هوای فشرده، افکار اولیه ما این بود:
- درایر ممکن است در حالت صرفه جویی در انرژی کار کند، که این حالت PDP را که درایر قادر به تولید آن است، کاهش می دهد.
- صدا خفه کن های اگزوز تخلیه درایر ممکن است پر و متصل شده باشد.
- درایر ممکن است کوچک تر از اندازه اصلی باشد.
- شاید یک یا چند زهکش کار نمی کنند.
- چگالش ممکن است باعث رسیدن رطوبت و روغن به ماده جاذب شود.
میعانات می تواند به ماده جاذب برسد و پیش-فیلتر را ببندد.
همچنین میعانات اگر بین پیش-فیلتر و ورودی درایر نیز متراکم شوند، همین اتفاق خواهد افتاد. - فشار پرج ممکن است خیلی کم تنظیم شده باشد.
پیمانکار این احتمالات را برای عیب یابی درایر جذبی بررسی کرد و دریافت:
- درایر در حالت ثابت کار می کرد و هیچ فشاری روی برج های آفلاین وجود نداشت.
- دمای ورودی درایر بین 95 درجه فارنهایت (35 درجه سانتیگراد) و 100 درجه فارنهایت (38 درجه سانتیگراد) متغیر بود.
این به این معنی بود که درایر 600 scfm برای شرایط ورودی درایر هوای فشرده موجود، به اندازه کافی بزرگ بود. - مخزن نگهدارنده هوای مرطوب تقریباً مملو از میعانات بود؛
زیرا تخلیه بدون اتلاف هوا کار نمی کرد. این نشان می دهد که میعانات ممکن است پیش فیلتر را شل کنند.
پس از برداشتن تخلیه خودکارِ گیرنده هوا و تخلیه آب، تصمیم گرفته شد که یک بار دیگر ماده جاذب را بازسازی کنیم.
پیمانکار کمپرسور هوای فشرده را در آخر هفته خاموش کرد و جریان هوای پرج را افزایش داد تا به احیاء کمک کند.
PDP تا پایان آخر هفته، به -41 درجه سانتی گراد یا همان -42 درجه فارنهایت بهبود یافت.
اما مدت کوتاهی پس از آنلاین شدن مجدد کمپرسور هوای فشرده، نقطه شبنم فشار بدتر شد!
بازدید از این مرکز مشکلی جدی را نشان می دهد!

در نهایت، تصمیم گرفتیم که بازدید از مرکز برای عیب یابی درایر جذبی مورد نیاز است و موارد زیر باید برای آماده سازی بازدید انجام شود:
- ما نمی توانستیم ریسک کنیم که کسی خوانش PDP ما را زیر سوال ببرد؛
بنابراین دو مانیتور نقطه شبنم خود را کالیبره کردیم را همراه با یک فلومتر و صدا خفه کن بزرگ اگزوز به مرکز ارسال کردیم. - پیمانکار مواد جاذب و فیلتر المنت های جدید را سفارش میدهد،
زهکشهای شناور را با ولوهای توپی ¼-چرخشی جایگزین میکند
و لولهکشی بین پیش فیلتر و ورودی درایر را عایق میکند.
برای آشنایی با سیستم هوای فشرده و عملکرد بهتر در عیب یابی درایر جذبی ، یک روز قبل از تعطیلی کارخانه به آنجا رسیدم. یافتم که:
- نقطه تنظیم سایر کمپرسورهای هوا برای سیستم برای حفظ فشار ورودی درایر در اندازه ای بسیار پایین با مقدار 100 psi تنظیم شده بود؛ بنابراین کارخانه نقطه تنظیم آن ها را افزایش داد.
- روغن در هِدِر اصلی که نزدیک زیر درایر روی کف نصب شده بود، تخلیه می شد.
یکی از مانیتورهای نقطه شبنم کالیبره شده ما در پایین دست درایر نصب شده بود
و با نقطه شبنم فشار -31.6 درجه سانتی گراد الی -37.2 درجه سانتی گراد (بین -25 الی -35 درجه فارنهایت) بود.
به نظر می رسید این مقادیر با مانیتور نقطه شبنم درایر مطابقت دارد.
روز بعد پیمانکار ماده جاذب را از برج ها خارج کرد و هیچ رطوبت یا روغنی در برج ها یافت نشد.
به نظر می رسد که ماده جاذب قدیمی، کمی خاکستری تر از ماده جاذب سفید جدید است.
سپس بخشهایی از لولهکشی بالادست پیش فیلتر و پایین دست پس فیلتر برداشته شد تا دبیمتر و صدا خفه کن اگزوز نصب شوند.
در همان زمان، محفظه های قبل و بعد از فیلتر برداشته شدند تا فیلتر المنت ها جایگزین شوند.
رسیدن به نتایج جالب پس از چالش های بسیار!
در این زمان بود که متوجه روغن روی فیلتر المنت روی پس-فیلتر شدیم و به علت این مشکل درایر مشکوک شدیم.
در عیب یابی درایر جذبی ، هیچ روغنی در لولههای بالادست درایر وجود نداشت، اما ما در لولههای پاییندست، روغن پیدا کردیم.
در این مرحله ما کاملاً مطمئن بودیم که دلیل اینکه درایر نمی تواند نقطه شبنم -40 درجه سانتی گراد را حفظ کند،
این بود که وقتی کارخانه کمپرسور هوا را خاموش می کرد، درایر را خاموش نمی کرد.

در بررسی عیب یابی درایر جذبی در این محل، به فرضیه خوبی دست یافتیم.
روغن موجود در لوله های هوای فشرده پایین دست درایر به مشکل بالقوه ناتوانی درایر جذبی در حفظ PDP مناسب اشاره دارد.
با خاموش شدن کمپرسور هوای بالادست، هوای پرج درایر باید از هدر اصلی که حاوی روغن بود می آمد.
از این رو، هوای پرج از هدر اصلی و از درون پس-فیلتر به سمت عقب جریان مییابد.
حال خروج باقیمانده روغن روی فیلتر المنت ادامه پیدا می کند
و سپس به داخل برج آفلاین می ریزد و ماده جاذب را قبل از تخلیه از طریق صدا خفه کنها، آلوده میکند.
با این حال، ما هنوز باید نظریه خود را اثبات می کردیم.

روغن موجود در المنت پس-فیلتر نیز به این معنی است که کارخانه هنگام خاموش کردن کمپرسور تولید هوای فشرده، درایر را خاموش نمی کند.
در عیب یابی درایر جذبی ، دلیل این امر این است که درایر، PDP مناسب را حفظ نمیکند.
راه حل فرضی ما در عیب یابی درایر جذبی، موفق شد!
برای اثبات تئوری خود، پس از نصب درایر جدید، تنظیمات آزمایشی را تکمیل کردیم و سپس ولو بالادست صدا خفه کن اگزوز را باز کردیم.
این باز کردن ولو بالادست تا زمانی که فلومتر بالادست درایر 500 scfm را نشان دهد
و کمپرسور هوای جدید چرخه را متوقف کند، ادامه دادیم.
در کمال ناامیدی، مانیتور نقطه شبنم در درایر، فقط -41 درجه سانتی گراد ( -41 درجه فارنهایت) را نشان داد.
ما مانیتور نقطه شبنم خود را در پایین دست درایر (در بالادست ولو توپی ¼-چرخشی که برای تخلیه هوا به جو استفاده می شود) نصب کردیم.

در کمال تعجب، نقطه شبنم فشار -62 درجه سانتی گراد (-80 درجه فارنهایت) را دیدیم.
PDP هوای فشرده زمانی که به فشار کمتری منبسط میشود، بهبود مییابد؛
بنابراین مطمئن نبودیم که قرائت نقطه شبنم فشار در -62 درجه سانتی گراد (-80 درجه فارنهایت) دقیق باشد.
به منظور تأیید خواندن PDP دومین مانیتور نقطه شبنم کالیبره شده ما درست در بالادست مانیتور نقطه شبنم درایر نصب شد.
مانیتور دوم ما نیز نقطه شبنم فشار -62 درجه سانتی گراد (-80 درجه فارنهایت) را نشان میداد؛
بنابراین میدانیم مانیتور نقطه شبنم درایر از کار افتاده است.
مطمئن شدیم که سیستم تولید هوای فشرده به خوبی کار می کند!
درایر در طول آزمایش سه روزه، نقطه شبنم فشار -62 درجه سانتی گراد (-80 درجه فارنهایت) را حفظ کرد.
هنگامی که مانیتور نقطه شبنم درایر جدید رسید، آن را نصب کردیم
و آن نیز نقطه شبنم فشار -62 درجه سانتی گراد (-80 درجه فارنهایت) را نشان داد.

دومین مانیتور نقطه شبنم کالیبره شده صحت قرائت PDP را تأیید کرد.
پس در بررسی و عیب یابی درایر جذبی در این سیستم تولید هوای فشرده، دیدیم که روغن به مانیتور نقطه شبنم درایر آسیب رسانده است.
پس از بازدید از مرکز، کارخانه یک ولو برگشتی را در پایین دست پس-فیلتر نصب کرد
و هر زمان که کمپرسور جدید هوای فشرده را خاموش کردند، درایر را نیز خاموش کردند.
چند ماه از انجام این عیب یابی درایر جذبی می گذرد
و درایر همچنان نقطه شبنم فشار -62 درجه سانتی گراد (-80 درجه فارنهایت) را حفظ کرده است.
برای خرید و خدمات مشاوره و بازدید تماس بگیرید
One thought on “عیب یابی درایر جذبی”
I am always looking online for ideas that can benefit me. Thank you!